
RIMET KNOWLEDGE BASE – 18.09.2025
RIMET KNOWLEDGE BASE – 18.09.2025
Aluminium is one of the most widely used materials in machining. It combines low weight, good mechanical strength, and excellent machinability. For this reason, aluminium turning—whether on conventional lathes or modern CNC turning centres has become a core manufacturing process across many sectors, from automotive and aerospace to electronics.
Although the basic principle of removing material from a rotating workpiece has been known for centuries, the introduction of CNC technology has transformed the process, delivering stability, high repeatability, and precision. Today’s CNC lathes allow operators to achieve results that were previously difficult or impossible to maintain with manual methods.
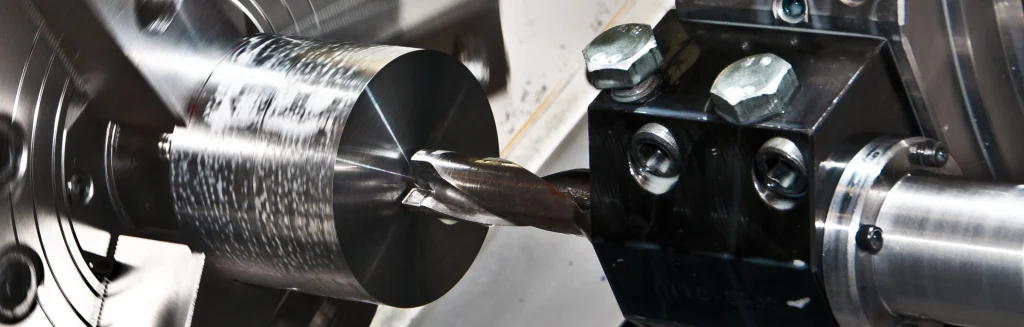
Turning is a machining process in which the workpiece rotates in the lathe chuck, while a cutting tool removes excess material. Aluminium and its alloys are particularly well suited to turning thanks to:
There are two primary types of turning:
Choosing the right alloy is essential. Alloys from the 6xxx and 7xxx series offer high strength and good machinability, making them the preferred materials for technical applications. Pure aluminium from the 1xxx series, although known for outstanding thermal conductivity, is softer and more difficult to machine to a high surface quality.
Traditional lathes remain beneficial in situations such as:
Typical cutting parameters for aluminium on a manual lathe include:
This technology is flexible and fast, though maintaining tight tolerances and repeatability in serial production is far more challenging.
CNC technology has fundamentally changed how aluminium components are produced. CNC lathes make it possible to:
For industries such as aerospace, automotive, and medical technology, CNC turning is indispensable.
The surface quality of turned aluminium depends on several key factors:
With the right strategy, secondary machining steps can often be eliminated entirely.
Aluminium turning remains one of the essential manufacturing technologies for modern technical components:
As CNC technology and automation continue to evolve, aluminium turning will remain a cornerstone of production in both high-tech industries and general manufacturing.